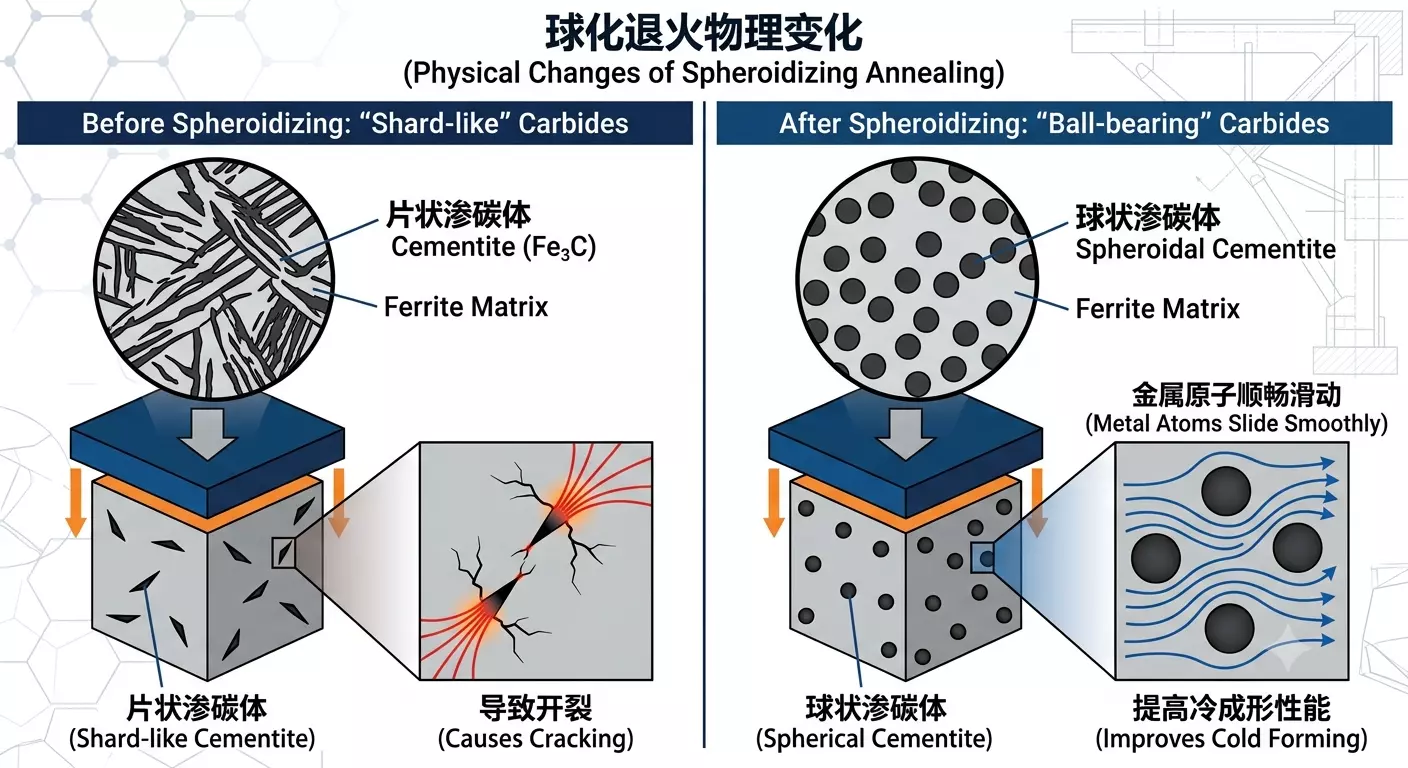
Wyżarzanie spheroidyzacyjne to proces obróbki cieplnej stosowany głównie w przypadku stali średniowęglowych, stali wysokowęglowych, stali borowych, stopów i niektórych stali niskowęglowych, które wymagają doskonałych właściwości formowania na zimno. Celem jest przekształcenie węglików (Fe₃C), które pierwotnie istniały w blaszkowatej lub sieciowej strukturze stali, w drobno rozproszone kuliste cząstki poprzez długotrwałe ogrzewanie, a następnie powolne chłodzenie.
Zmiany fizyczne: Wyobraź sobie, że płytkowy cementyt jest jak odłamki szkła, łatwo przebijające metalową matrycę i wywołujące pękanie; w przeciwieństwie do sferoidalnego cementytu przypomina elementy toczne w łożysku-pod obciążeniem ściskającym atomy metalu mogą płynnie przepływać wokół tych „ kulek ”.
2. dlaczego musi używać walcówki sferoidyzowanej na zimno?
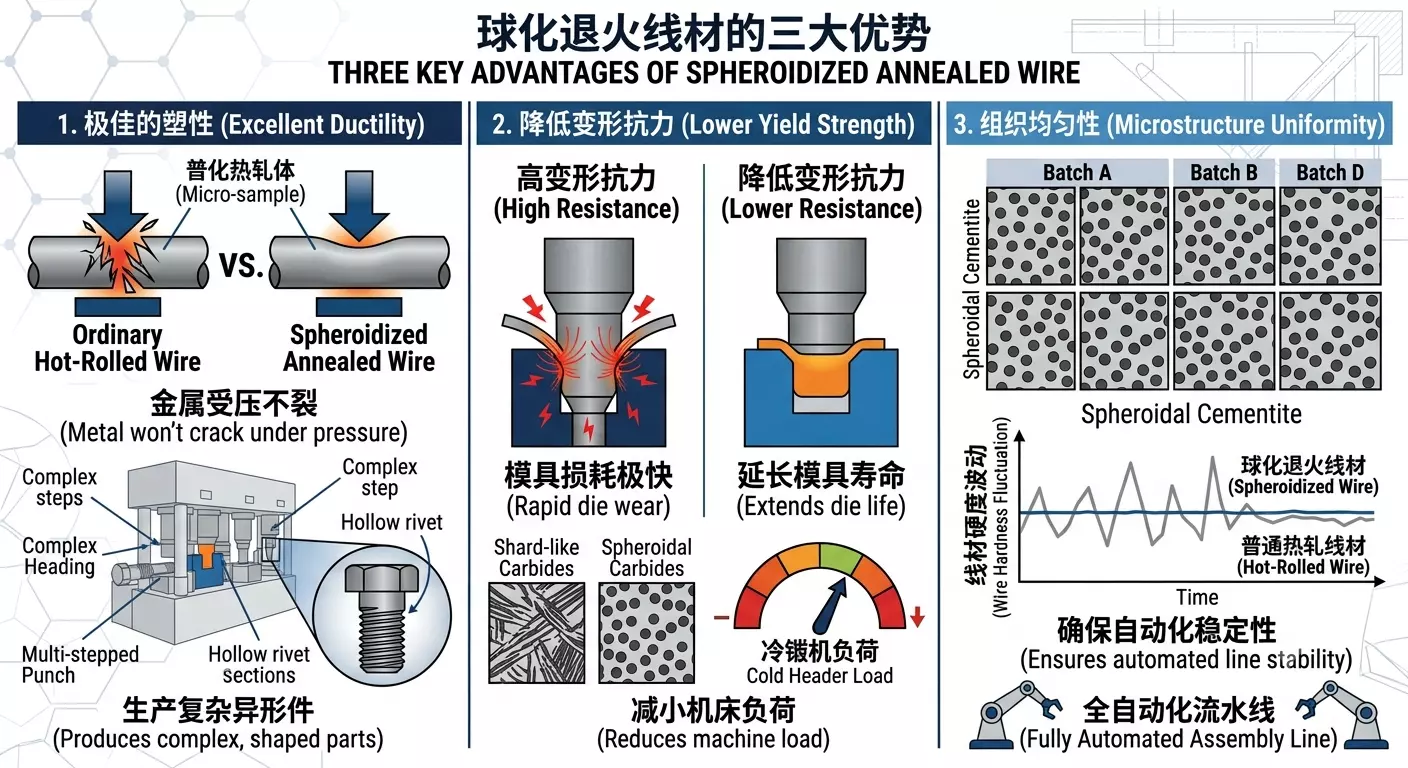
Zwykła walcówka (w stanie walcowanym na gorąco) jest twarda i krucha; bezpośrednie kierowanie na zimno powoduje wyjątkowo szybkie zużycie matrycy, a nawet może spowodować pęknięcie części. Drut wyżarzony sferoidyzujący oferuje następujące trzy główne zalety:
· Doskonała ciągliwość: metale mogą ulegać znacznym odkształceniom pod dużym naprężeniem bez wywoływania mikropęknięć. Ma to kluczowe znaczenie dla produkcji złożonych, niestandardowych elementów, takich jak puste nity i śruby stopniowe.
· Zmniejszona odporność na odkształcenia (niższa wytrzymałość na plon): Zmniejsza to obciążenie maszyn do obróbki na zimno i matryc, znacznie wydłużając żywotność drogich narzędzi.
· Jednorodność mikrostruktury: zapewnia minimalne wahania twardości we wszystkich partiach produkcji przewodów, gwarantując w ten sposób stabilność w pełni zautomatyzowanej produkcji linii montażowej.
3. Proces produkcji przepływu
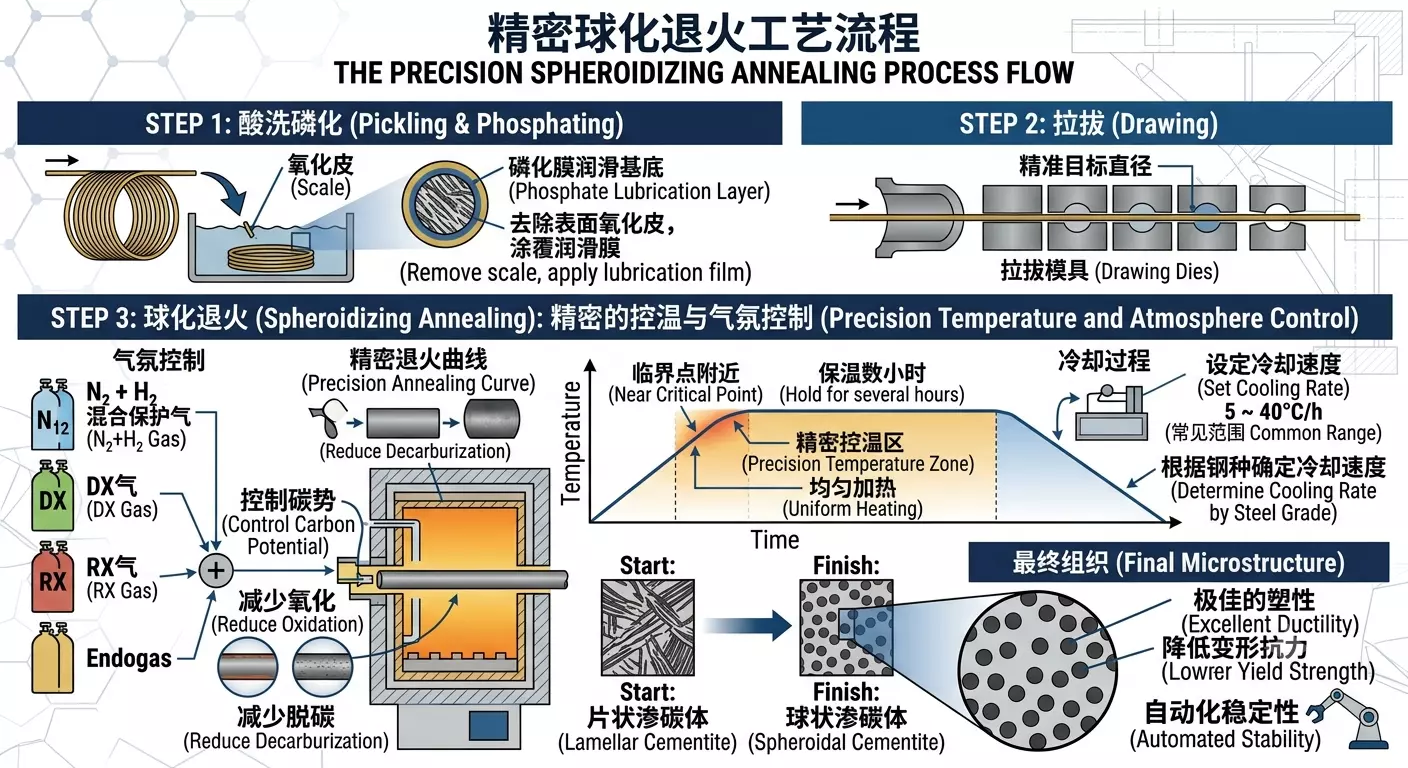
Wyżarzanie sferoidyzujące to nie tylko „ stosowanie ciepła ”; jest to niezwykle precyzyjny proces kontroli temperatury:
1. Wytrawianie i fosforanowanie: usuwa skalę powierzchniową i stosuje folię fosforanową jako bazę smarującą.
2. rysunek: Zmniejszenie średnicy drutu do precyzyjnego wymiaru docelowego.
Wyżarzanie metodą sferozyjną: Przeprowadzane w piecu z atmosferą ochronną (zwykle przy użyciu mieszanej atmosfery N₂-H₂, gazu DX, gazu RX lub gazu endogennego), z kontrolowanym potencjałem węgla w celu zminimalizowania utleniania i odwęglania). W tym procesie materiał jest podgrzewany do temperatury w pobliżu punktu krytycznego, utrzymywany w tej temperaturze przez kilka godzin, a następnie schładzany z określoną szybkością. Szybkość chłodzenia należy określić na podstawie gatunku stali i pożądanej mikrostruktury, z typowym zakresem około 5 do 40 ° C/h.
Typowy proces produkcji drutu na zimno powinien być określony na podstawie klasy produktu i wymagań klienta.
RA:PC-RA
SA:PC-SA
RAIP:PC-RA-PC-D
(S)AIP:PC-SA-PC-D
SAF:PC-D-SA-PC
SAIP:PC-D-SA-PC-D
PASAF:PC-LA-PC-D-SA-PC
PASAIP:PC-LA-PC-D-SA-PC-D
PSASAIP:PC-SA-PC-D-SA-PC-D
Wśród nich:
PC = kwasowe marynowanie i fosforanowanie
LA = wyżarzanie w niskiej temperaturze
RA = normalne wyżarzanie
SA = wyżarzanie sferoidyzujące
D = Rysowanie
HD = Bezpośrednie pociągnięcie
AIP = proces wyżarzania
4. Kryteria oceny jakości
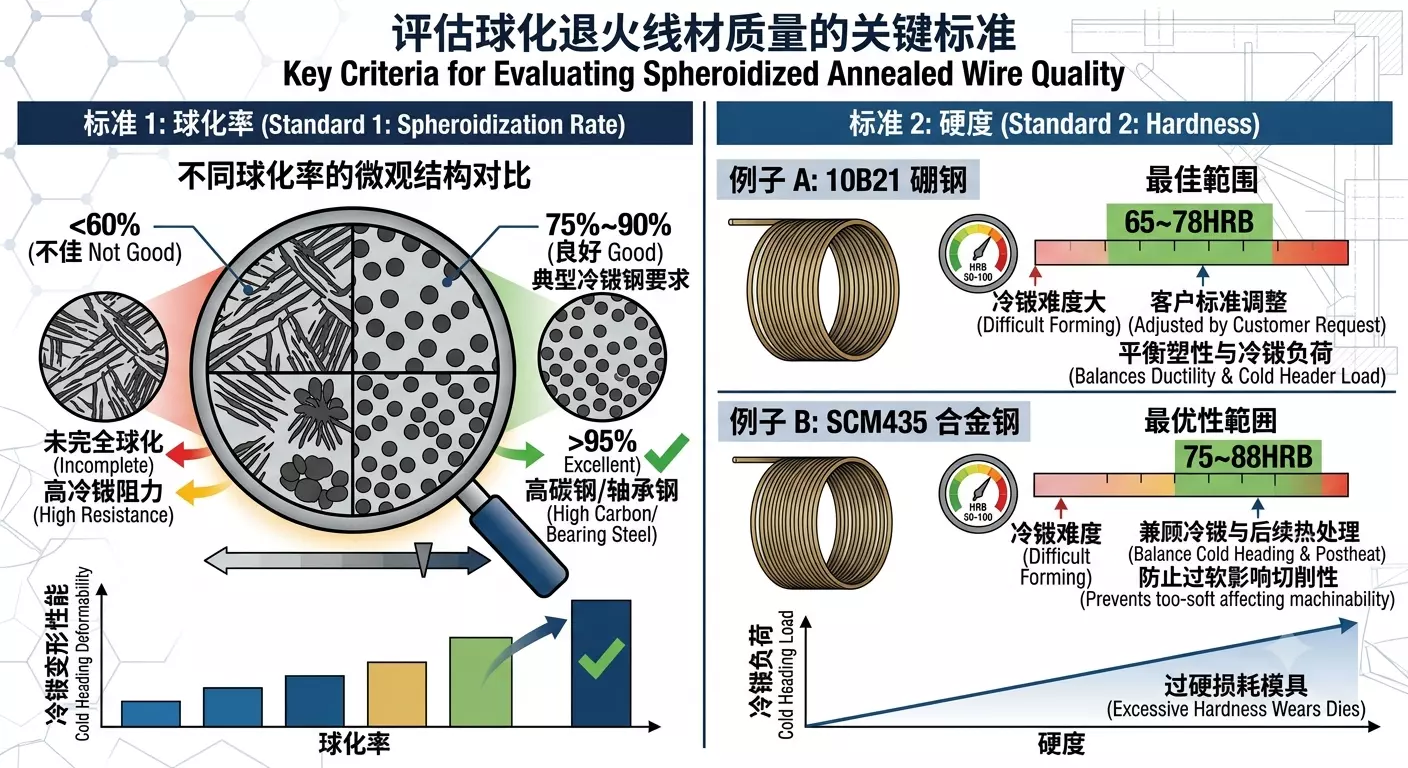
Kryteria określające, czy partia sferoidyzującego drutu wyżarzonego jest dobra, czy też nie, zazwyczaj składają się z dwóch punktów:
Szybkość sferoidyzacji: Wymaganą szybkość sferoidyzacji określa się zgodnie z gatunkiem stali i jej zamierzonym przeznaczeniem końcowym. Ogólnie rzecz biorąc, stale na zimno wymagają sferoidyzowanej struktury około 60% do 90%, podczas gdy stale wysokowęglowe i stale łożyskowe zwykle wymagają jeszcze wyższego stopnia sferoidyzacji.
Twardość: Na przykład, po sferoidializowaniu, twardość 10 B21 jest zwykle utrzymywana w zakresie 65-78 HRB, z korektami dokonywanymi w oparciu o trudność w kierunku zimnym i wymagania klienta. Po sferoidyzacji twardość SCM435 jest zwykle utrzymywana w zakresie 75-88 HRB, aby zrównoważyć wydajność na zimno z wymaganiami późniejszej obróbki cieplnej.